




Наличие в «инструментальном арсенале» сварочного аппарата, а у владельца этого полезного прибора – навыков работы с ним, снимет с повестки целый ряд проблем, которые в обязательном порядке возникают при ведении домашнего хозяйства. Не придется по каждому поводу, даже незначительному, приглашать мастера. Многие вопросы в ходе строительства, ремонта, обустройства территории, обслуживании техники решаются на месте, не откладываясь в «долгий ящик». А постепенно нарабатываемый опыт выполнения сварочных работ раскрывает перед владельцем очень широкие перспективы. Они заключаются, кроме всего прочего, и в возможности самостоятельного изготовления довольно сложных конструкций прикладного или декоративного плана, приобретение которых в готовом виде обошлось бы в круглую сумму.

Содеожание:
Как работает сварка?
В основе процесса лежит воздействие высокой температуры. Теоретически, подобные межатомные соединения материалов можно получить приложением высокого давления (механический метод). Но этот финт годится только для мягких металлов, типа свинца, а в случае с твёрдой сталью требуется плавление.
Электрическая дуга
Подходящий температурный режим в несколько тысяч градусов может обеспечить электрическая дуга. По сути, это короткое замыкание между двумя достаточно приближенными друг к другу электродами. Напряжение, подаваемое на электроды, увеличивают, пока не произойдёт пробой воздуха, который является изолятором. Пробой является эмиссией электронов одного из них (катода), которые, разогреваемые током, выходят и движутся к ионизированным атомам второго (анода). Дальше всё происходит очень быстро: появляется искрение (разряд) — электрическая цепь импульсно замыкается — воздух зазора ионизируется — образовывается плазма (особое состояние газа) — сопротивление воздушной прослойки падает — ток усиливается ещё больше — дуга разогревается, становится проводником и замыкает цепь. Этот процесс называется «розжигом» дуги. Теперь остаётся её стабилизировать, это делается установлением необходимого расстояния между электродами и поддержанием заданных характеристик энергоснабжения.
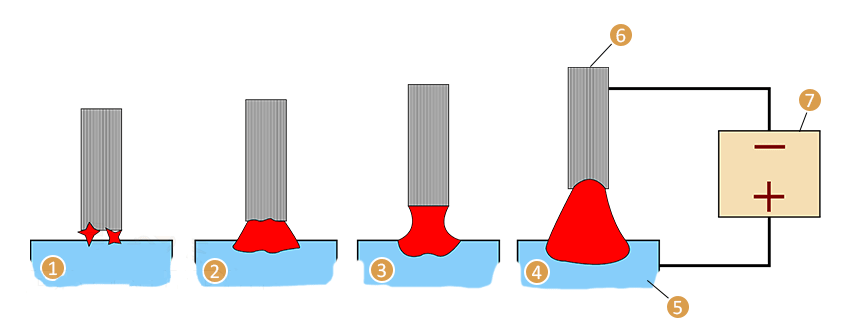
1 — короткое замыкание
2 — образование жидкого металла
Процесс сваривания металлов
Электрическая дуга при металлообработке может действовать «косвенно» — если она организовывается между независимыми от основного металла электродами. Но чаще дуга разжигается «прямо» — между деталью, которая является частью электрической цепи, и электродом (для этого сварщик «крокодилом» подключает «массу»). Итак, от сварочного аппарата ток (переменный или постоянный) подводится к заготовке, дуга разгорается и своим теплом оплавляет кромки свариваемых деталей. Образуется так называемая «сварочная ванна», где металл некоторое время находится в жидком состоянии. Сюда же попадает расплав, капающий с торца стержня электрода, а его горящее покрытие обеспечивает газовую защиту вокруг дуги (о ней будет далее) и текучую шлаковую ванну. По мере удаления дуги от рабочей зоны, металл отвердевает, и формируется шов, а на его поверхности образуется панцирь, корка из всплывшего шлака.
Сварочные проблемы и их решение
Это мы упрощённо рассмотрели распространённую технологию, при которой применяется плавящийся стержень-электрод или проволока-присадка, но бывают варианты и с неплавящимся электродом (угольный, графитовый, вольфрамовый) — например, при аргоновой сварке, где шов заполняют отрезками плавящейся проволоки. Вообще, выбор правильного электрода, как и способа сварки — дело крайне важное, от которого зависит, будет ли шов достаточно надёжным, будет ли он по своим механическим свойствам соответствовать основному металлу. Речь идёт не о диаметре, хотя и тут нужно думать, так как не всё зависит от толщины (ещё важна специфика материала, форма кромок деталей, характер энергии, пространственного положения сваривания). Электроды и проволока различных марок могут в той или иной степени лучше подходить для работ с различной «длиной» дуги, «глубиной» проплавления. Их обмазка/шихта может не только кардинально влиять на процесс сварки, но и менять свойства шва, его химический состав.

Сварка MIG/MAG:
Сварка является довольно капризным процессом с точки зрения стабильности электроснабжения, ибо требуемый температурный режим напрямую зависит от параметров тока. Для получения качественного результата здесь нужно обеспечить устойчивость электрической дуги. Только стабильная дуга позволит избежать появления дефектов шва, особенно в начале и конце сваривания (розжиг и затухание). Выходит, что важнейший момент — характеристики тока, подаваемого от источника. Чем массивнее свариваемые детали, тем глубже должно быть плавление, тем большего диаметра применяют электрод, и больше мощности и силы нужно для работы. Выбор силы тока всегда актуален для оператора (зачастую её удаётся определить лишь опытным путём), иногда она регулируется в процессе, в некоторых случаях — жёстко фиксируется. Есть одна особенность: дуга, получаемая от источника постоянного тока, горит стабильнее, без прерываний. От «постоянной» энергии нет смены полярности, образуется меньше брызг металла, шов получается во всех отношениях качественнее. А вот сварка переменным током является несколько сложнее, так как необходимо иметь серьёзные навыки в поддержании оптимальной дуги, добиться высокого качества в этом случае — очень непросто. Однако, в отличие от других материалов, алюминий и его сплавы «любят», когда их варят переменным током.

Заметим, что человеческий фактор в процессе сваривания металлов стоит на первом месте. Кроме выбора режима работы и типа присадки, мастеру необходимо зажечь и поддержать дугу, выбирая её длину, он должен правильно перемещать электрод (и дугу) по линии наложения шва, плавно расплавляя кромки деталей. Во многом именно от твёрдой руки сварщика зависит, насколько чётко будет распределён расплав, насколько красивым, однородным и прочным будет шов.
Первичные критерии оценки оборудования
![]()
Допустимый диапазон входных напряжений. Также очень важная характеристика, особенно для тех населённые пунктов (дачных поселков), где нестабильность напряжения в сети является чуть ли не нормой. Современные сварочные аппараты, особенно инверторного типа, способны без потери качества сварки выдерживать перепады, доходящие до ±20÷25% и даже более.
![]()

Общие понятия о технологии ММА

![]()
![]()
![]()
Есть у ММА-технологии и свои недостатки:
![]() Большие сложности представляет сварка заготовок малой толщины (менее1,5 мм). Даже при использовании самых тонких электродов начальное формирование сварочной ванны часто приводит к сквозному прожигу металла.
Большие сложности представляет сварка заготовок малой толщины (менее1,5 мм). Даже при использовании самых тонких электродов начальное формирование сварочной ванны часто приводит к сквозному прожигу металла.
![]()
![]()
![]()
Прослеживается максимальная зависимость качества сварного шва от опыта мастера.
![]() Постоянный характеризуется более стабильными показателями дуги и сварочной ванны. Такое оборудование значительно облегчает освоение основ сварочного дела. Некоторые типы металлов (например, нержавеющая сталь) свариваются исключительно постоянным током.
Постоянный характеризуется более стабильными показателями дуги и сварочной ванны. Такое оборудование значительно облегчает освоение основ сварочного дела. Некоторые типы металлов (например, нержавеющая сталь) свариваются исключительно постоянным током.
В настоящее время выпускается несколько типов аппаратов, работающих по технологии ММА – это сварочные трансформаторы, выпрямители и инверторы.
Сварочные трансформаторы ММА


Сварочные ММА-выпрямители
Развитие полупроводниковых технологий позволило избавиться от многочисленных недостатков, присущих сварке на переменном токе. Это было изначально воплощено в сварочных аппаратах выпрямительного типа.
По сути – это такой же трансформатор, но после понижения напряжения и увеличения силы тока производится еще и его выпрямление, то есть преобразование в постоянный. Устройство блока выпрямления может быть различным (обычные диодные мосты или тиристорные управляемые вентильные узлы). Существуют различия и в управлении силой выходного сварочного тока – оно может быть электромеханическим или электронным.
Но какая бы схема ни применялась, сварочные выпрямители получают ряд существенных преимуществ перед трансформаторами:
![]() Сварочная дуга отличается гораздо большей стабильность, за счет отсутствия нулевых значений тока. Ее легче разжечь и удерживать в ходе выполнения работ.
Сварочная дуга отличается гораздо большей стабильность, за счет отсутствия нулевых значений тока. Ее легче разжечь и удерживать в ходе выполнения работ.
![]() Разбрызгивание металла при сварке – значительно ниже. Это сокращает работы по очистке сваренных деталей от шлака и застывших капель металла.
Разбрызгивание металла при сварке – значительно ниже. Это сокращает работы по очистке сваренных деталей от шлака и застывших капель металла.
![]() Дуга постоянного тока обеспечивает более глубокий однородный провар металла, без образования пузырей и каверн. Шов получается при это намного аккуратнее и надежнее.
Дуга постоянного тока обеспечивает более глубокий однородный провар металла, без образования пузырей и каверн. Шов получается при это намного аккуратнее и надежнее.

При сварке постоянным током с использованием ММА — выпрямителей разбрызгивание металла — незначительное, и швы получаются намного аккуратнее
![]() Работа на постоянном токе открывает гораздо более широкий спектр возможностей. В том числе это – сварка нержавейки, легированных сплавов, некоторых цветных металлов. Практически отсутствуют ограничения по использованию различных типов электродов.
Работа на постоянном токе открывает гораздо более широкий спектр возможностей. В том числе это – сварка нержавейки, легированных сплавов, некоторых цветных металлов. Практически отсутствуют ограничения по использованию различных типов электродов.
![]() КПД выпрямителей значительно выше, чем и трансформаторов той же мощности.
КПД выпрямителей значительно выше, чем и трансформаторов той же мощности.
К недостаткам ММА-выпрямителей можно отнести следующее:
![]() Они весьма зависимы, даже в большей степени, чем трансформаторы, от уровня входного напряжения питания.
Они весьма зависимы, даже в большей степени, чем трансформаторы, от уровня входного напряжения питания.
![]() Стоимость ММА-выпрямителей – в несколько раз выше, чем трансформаторов со сходными характеристиками.
Стоимость ММА-выпрямителей – в несколько раз выше, чем трансформаторов со сходными характеристиками.
![]() Габариты и масса ММА-выпрямителей ничуть не меньше, чем трансформаторов.
Габариты и масса ММА-выпрямителей ничуть не меньше, чем трансформаторов.
Сварочные ММА — инверторы
Как видно, сварочные выпрямители – это довольно громоздкие, тяжелые приборы, к тому же с соврешенно неоправданной высокой стоимостью. Это предопределило весьма невысокую их популярность среди владельцев домов. Иное дело – сварочные инверторы, появление которых, можно сказать, произвело определенную революцию в технологиях дуговой ручной сварки.
Полупроводниковая схема таких аппаратов обеспечивает целый каскад преобразований тока питания, частотных и амплитудных. Вдаваться особо в подробности этого процесса не будем, тем более что существует несколько действенных схем подобных трансформаций. Но в итоге всегда получаются очень устойчивые показатели постоянного сварочного тока, которые контролируются специальным микропроцессорным модулем управления. Это позволяет не только регулировать ток с высочайшей точностью, но и придавать сварочному оборудованию ряд полезных опций, значительно упрощающих работу, позволяющих выполнять необходимые операции даже начинающим мастерам.

При очень компактных размерах и совсем небольшой массе ММА — инверторы обладают отличными эксплуатационными показателями с широким диапазоном регулировки сварочного тока
![]() «Бичом» начинающего сварщика часто является залипание электрода. Пока не выработается устойчивый навык удержания требуемого зазора между электродом и свариваемой деталью, касания кончиком электрода избежать трудно. А это в обычных условиях вызывает «прилипание», на которое приходится тут же реагировать приложением силы. В противном случае возникнет длительное короткое замыкание, влекущее срабатывание системы тепловой защиты, а при ее отсутствии или неисправности – даже перегорание обмоток трансформатора.
«Бичом» начинающего сварщика часто является залипание электрода. Пока не выработается устойчивый навык удержания требуемого зазора между электродом и свариваемой деталью, касания кончиком электрода избежать трудно. А это в обычных условиях вызывает «прилипание», на которое приходится тут же реагировать приложением силы. В противном случае возникнет длительное короткое замыкание, влекущее срабатывание системы тепловой защиты, а при ее отсутствии или неисправности – даже перегорание обмоток трансформатора.
Во многом проблема решается на тех аппаратах, в которых реализована опция «АrcFоrce». Если просвет между электродом и металлической поверхностью становится слишком маленьким, электронное управление автоматически прибавит значение сварочного тока. В результате этого происходит быстрое оплавление и электрода, и свариваемого металла под ним, что нормализует требуемый зазор.
Если же прямого контакта электрода с поверхностью все равно избежать не удалось, то должна сработать опция «АntiStick». Сила сварочного тока при этом автоматически резко снижается, что предотвращает залипание. И оторвать электрод от поверхности не составит труда, не прекращая при этом сварочного процесса.

Полезные функции в череде возможностей современного ММА-инвертора – они значительно упростят освоение новичком азов сварочного мастерства
![]() Очень полезной является и функция «НotStаrt» — она значительно облегчает розжиг сварочной дуги в начале работы. Для этого в момент инициации дуги автоматика импульсно повышает силу тока, нормализуя ее после успешного розжига.
Очень полезной является и функция «НotStаrt» — она значительно облегчает розжиг сварочной дуги в начале работы. Для этого в момент инициации дуги автоматика импульсно повышает силу тока, нормализуя ее после успешного розжига.
![]() Важным достоинством ММА-инверторов является то, что они не столь «капризны» в отношении перепадов входного напряжения электрической сети. Согласитесь, для дачных поселков с их традиционными проблемами энергоснабжения – чрезвычайно важное качество. Кроме того, и сами аппараты такого типа совершенно не перегружают сеть. То есть выполнение сварочных работ не будет сопровождаться просаживаниемм напряжения, которое нервирует и домочадцев, и, зачастую, соседей по улице.
Важным достоинством ММА-инверторов является то, что они не столь «капризны» в отношении перепадов входного напряжения электрической сети. Согласитесь, для дачных поселков с их традиционными проблемами энергоснабжения – чрезвычайно важное качество. Кроме того, и сами аппараты такого типа совершенно не перегружают сеть. То есть выполнение сварочных работ не будет сопровождаться просаживаниемм напряжения, которое нервирует и домочадцев, и, зачастую, соседей по улице.
![]() Высокая стабилизация сварочного тока ММА-инвертора (причём – даже при скачках входного сетевого напряжения) сводит разбрызгивание металла к минимуму. Швы в итоге получаются очень аккуратными и однородными.
Высокая стабилизация сварочного тока ММА-инвертора (причём – даже при скачках входного сетевого напряжения) сводит разбрызгивание металла к минимуму. Швы в итоге получаются очень аккуратными и однородными.
![]() Огромным преимуществом ММА-инверторов перед трансформаторами и выпрямителями является их компактность и небольшой вес. Даже при работе в ограниченном пространстве для такого прибора отыщется место. А при выполнении сварочных операций на высоте или иных сложных условиях инвертор вполне можно подвесить на крючке или даже через плечо на ремне.
Огромным преимуществом ММА-инверторов перед трансформаторами и выпрямителями является их компактность и небольшой вес. Даже при работе в ограниченном пространстве для такого прибора отыщется место. А при выполнении сварочных операций на высоте или иных сложных условиях инвертор вполне можно подвесить на крючке или даже через плечо на ремне.

По сравнению с трансформаторами или выпрямителями, ММА-инверторы почти «невесомые», и их можно даже удерживать на весу на ремне в ходе выполнения работ
К недостаткам сварочных ММА — инверторов можно отнести сложность схемы. При выходе из строя приходиться обращаться в специализированные мастерские. Браться за самостоятельный ремонт такого оборудования – не следует.
Кстати, в связи с этим можно упомянуть еще один нюанс выбора. В продаже встречаются аппараты, электронная «начинка» которых собрана на одной плате или же имеет модульное исполнение. Первые, безусловно, дешевле, но при возможности выбора все же предпочтение разумнее отдать аппарату с модульными платами. Такая техника гораздо проще и в диагностике, и в ремонте.
Еще не столь давно одним из недостатков ММА-инверторов традиционно называлась их высокая стоимость. Постепенно это уходит в прошлое. Цены на такие аппараты снижаются по мере расширения ассортимента моделей, и эта тенденция пока что весьма устойчива. Так что стоимость уже стала постепенно приближаться к приборам трансформаторного типа, при том, что удобство и эффективность работы – просто не сопоставимы.
Особые технологии электросварки
В бытовых условиях ручная дуговая сварка занимает преобладающее положение. Однако, иногда имеет смысл приобрести и более технологичное оборудование. Так, например, уже упоминалось, что сваривать тонкие листы обычным обмазочным электродом – чрезвычайно сложно, а то и вовсе невозможно. Но это позволяет выполнить оборудование, работающее по технологии TIG и MIG/MAG.
Так как такие сварочные аппараты все же пока имеют более ограниченный спрос среди рядовых потребителей, слишком подробно останавливаться на нем не будем. Начинать освоение мастерства сварщика сразу с подобного оборудования – не вполне правильный путь. Но общие понятия все же иметь не помешает. Тем более, что многие аппараты обеих типов вполне способны работать и в стандартном режиме ММА. Так что тем потенциальным владельцам, которые думают на перспективу, подобное приобретение (при наличии необходимых свободных средств) будет только на пользу.
Электросварка по технологии TIG
Особенности технологии
Аббревиатура TIG получилась из полного названия технологии «Tungstеn Inеrt Gаs». По сути, в этом определении уже кроется и сама особенность процесса.
Tungsten – это вольфрам в переводе на русский. Именно из этого тугоплавкого материала изготавливаются электроды, обеспечивающие создание и поддержание сварочной дуги. А сам сварочный процесс осуществляется в облаке защитного инертного газа (Inеrt Gаs), который предохраняет расплавленный металл от воздействия кислорода, азота и водяного пара, содержащихся в воздухе. Так как очень часто в качестве инертного газа используется аргон, в устоявшейся терминологию такую технологию называют аргонно-дуговой сваркой. Хотя это определение и не вполне корректное – в качестве инертного газа могут применяться и другие, например, гелий, азот, углекислый газ или газовые смеси с тем или иным их содержанием.
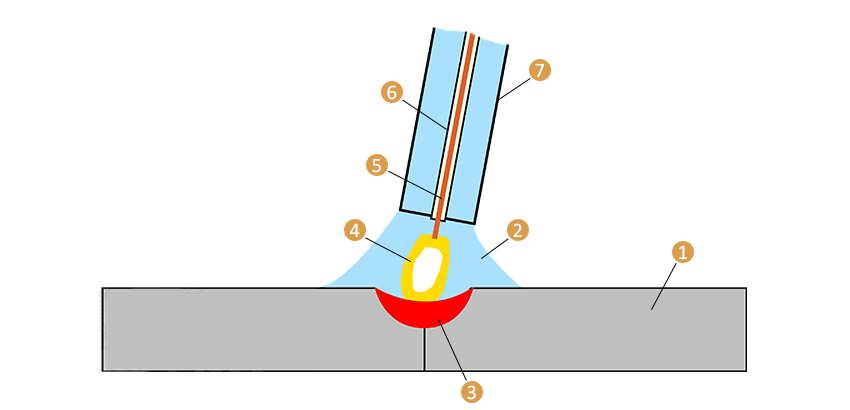
Принцип выполнения сварки показан на схеме:
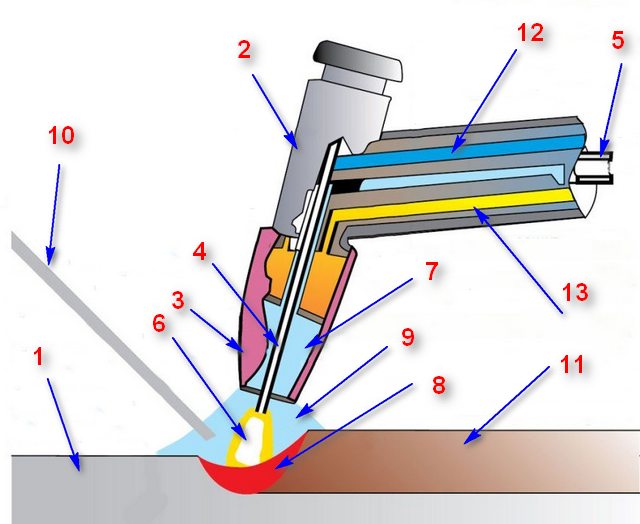
Принцип сварочной технологии TIG
Как и в обычной сварке, к свариваемым заготовкам (поз. 1) подключается кабель массы. А в остальном – начинаются коренные отличия.
Основным рабочим инструментом мастера является сварочная горелка TIG (поз. 2). Она обычно имеет характерную изогнутую Г-образную форму, что обеспечивает ее удобство удержания в руке и точность выполнения операций. На самой грелке расположена клавиша пуска и могут быть другие органы управления, например, для регулировки интенсивности газового потока или точного выставления величины сварочного тока. Модели горелок и степень их сложности бывают различные.
В любом случае на конце газовой горелки имеется газовое сопло (поз. 3), как правило, изготовленное их жаропрочной керамики. По центру этого сопла внутри в цанговом зажиме установлен тугоплавкий вольфрамовый электрод (поз. 4), который подключен к силовому проводу (поз. 5), подающему сварочный ток. Электрод служит для розжига и подержания сварочной дуги (поз. 6). Сам он в процессе сварки, благодаря уникальным качествам вольфрама, практически не сгорает. Точнее, конечно, расходуется, но столь незначительно, что его называют несгораемым. (Стандартной пачки из 10 штук таких электродов хватит очень надолго). Диаметры электродов – от 2 до 4 мм, длина, как правило, стандартная – 175 мм.
В сопло горелки в ходе выполнения сварки непрерывно подается инертный газ (поз. 7). Благодаря этому вокруг сварочной ванны (поз. 8) всегда создается защитная атмосфера (поз. 9), благоприятная для образования монолитного сварного соединения того или иного металла. для выполнения шва в зону сварки подается вручную присадочный пруток (поз. 10), опять же, в зависимости от свариваемого металла. Так как область расплава защищено облаком инертного газа, никаких дополнительных флюсов и обмазок не требуется. Сварочный шов на выходе (поз. 11) получается «чистым», не закрытым слоем шлака.
Сварочная горелка, понятно, соединена с аппаратом не только силовым кабелем – здесь используется довольно сложный по конструкции рукав, совмещающий подачу сварочного тока, провода для передачи управляющих сигналов, канал для подачи инертного газа. Горелка нуждается в охлаждении, поэтому многие модели оснащаются системой газового или жидкостного охлаждения. На схеме показан канал подачи охлажденной жидкости (поз. 12) и отвода разогретой (поз. 13).
Естественно, если аппарат работает именно в режиме TIG, то это подразумевает подключение к нему и газобаллонного оборудования.

Сварка по технологии TIG – одной рукой мастер с помощью горелки поддерживает сварочную дугу, создавая сварочную ванну, а второй – в нужное место и время вводит присадочный материал.
Достоинства сварки по технологии TIG:
![]() Появляется возможность сваривания тонких листов металла – менее 1 мм.
Появляется возможность сваривания тонких листов металла – менее 1 мм.
![]() Упрощается контроль за ходом сварочного процесса. Ванна не закрывается слоем шлаков, присадку модно подавать ровно столько, сколько это необходимо в конкретном месте. Сварочная горелка при этом располагается на одинаковом удалении от заготовки – нет необходимости постоянно контролировать уровень зазора.
Упрощается контроль за ходом сварочного процесса. Ванна не закрывается слоем шлаков, присадку модно подавать ровно столько, сколько это необходимо в конкретном месте. Сварочная горелка при этом располагается на одинаковом удалении от заготовки – нет необходимости постоянно контролировать уровень зазора.
![]() Высокая универсальность технологии – сварке подаются многие металлы и сплавы, в том числе титан, алюминий и бронза
Высокая универсальность технологии – сварке подаются многие металлы и сплавы, в том числе титан, алюминий и бронза
![]() Отсутствие необходимости частой смены расходников значительно увеличивает производительность работы.
Отсутствие необходимости частой смены расходников значительно увеличивает производительность работы.
![]() Процесс сварки практически не сопровождается разбрызгиванием, то есть швы получаются очень ровными и аккуратными, не требующими последующей зачистки.
Процесс сварки практически не сопровождается разбрызгиванием, то есть швы получаются очень ровными и аккуратными, не требующими последующей зачистки.
К недостаткам можно отнести:
![]() Более сложное оборудование, необходимость правильного использования баллонов с газом, их своевременной заправки.
Более сложное оборудование, необходимость правильного использования баллонов с газом, их своевременной заправки.
![]() Такая сварка предъявляет особые требования к квалификации работника.
Такая сварка предъявляет особые требования к квалификации работника.
![]() В процессе работы заняты обе руки мастера. То есть в сложных положениях такая технология бывает или вовсе невозможна, или крайне затруднительна.
В процессе работы заняты обе руки мастера. То есть в сложных положениях такая технология бывает или вовсе невозможна, или крайне затруднительна.
![]() Стоимость подобного оборудования уже никак не получится назвать невысокой. То есть приобретение комплекта TIG должно быть оправданным.
Стоимость подобного оборудования уже никак не получится назвать невысокой. То есть приобретение комплекта TIG должно быть оправданным.
Сами сварочные аппараты, по аналогии с ММА, могут быть выпрямительного или инверторного типа. Большинства приборов способны работать как с постоянным, так и переменным током. Как уже говорилось, многие модели оснащены режимом ММА-сварки и имеют соответствующий разъем для подключения обычного сварочного провода с держателем электродов.
Полуавтоматическая сварка по технологии МIG/MAG
Отличия технологии полуавтоматической сварки
Эта технология в настоящее время считается одной из наиболее передовых и производительных. Аббревиатуры обозначают Metаl Inert Gаs – Metаl Active Gаs, то есть сварка металла в среде инертного или активного газа. Активные газы являются условием качественной сварки некоторых металлов и сплавов – особая среда требуется для полноценной кристаллизации материалов.
Внешне процесс сварки имеет сходство с ТIG, но имеется и коренное отличие.
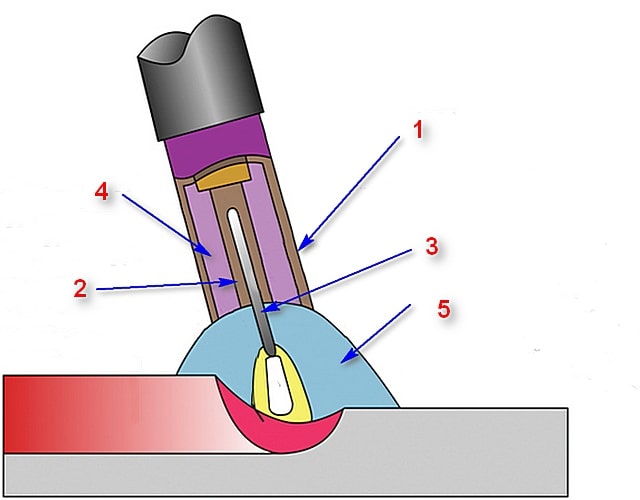
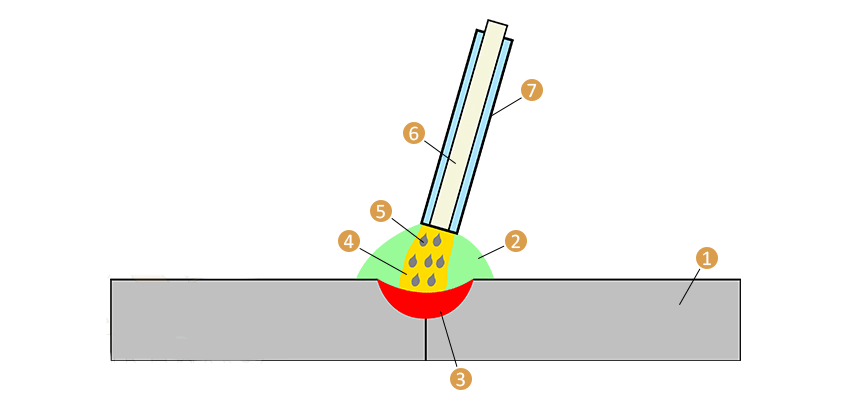
Принцип выполнения полуавтоматической сварки по технологии МIG/MAG
Рабочий инструмент матера – тоже горелка, но уже имеющую и другую конфигурацию, и иное устройство.
На конце горелки установлено сопло (поз. 1) из жаропрочного металла. АА в центре имеется направляющий контактный наконечник–токосъемник (поз. 2), через который с установленной скоростью осуществляется непрерывная подача сварочной проволоки, которая становится и электродом для создания дуги, и присадочным материалом. Проволока может быть различной, как по диаметру, так и по составу и по технологии изготовления, и ее выбор зависит от особенностей свариваемого металла.
Одновременно в сопло подается требуемый инертный или активный газ (поз. 4), который создает оптимальную атмосферу в области сварочной ванны (поз. 5).
Естественно, и сама горелка, и комбинированный рукав устроены несколько сложнее, так как в них, помимо силовых и управляющих проводов и газового канала предусматривается еще и подача жесткой сварочной проволоки. Естественно, сварочный аппарат в таком случае должен быть оснащен еще и механизмом подачи проволоки.
На горелке также имеется клавиша управления, которая включает сварочный ток и подачу проволоки. При должном опыте работы с таким аппаратом сварочный процесс становится очень производительным. Кстати, отмечается, он является и довольно простым для освоения начинающими мастерами. Характерное отличие от ТIG еще и в том, что мастер управляется одной рукой, что особо важно при работе в сложных условиях и различных пространственных положениях сварочных швов.

Сварочная горелка МIG/MAG с комбинированным рукавом.
Ну а по качеству сварки можно оставить в силе все те преимущества, о которых говорилось при рассмотрении технологии ТIG — защитная или ж активная газовая атмосфера делает свое дело.
Существенным недостатком полуавтоматической сварки можно считать сложность комплекта оборудования. Он включает в себя:
— Сам силовой агрегат, то есть источник сварочного тока (опять же, трансформаторного или инверторного типа) с необходимыми системами регулировки, управления и контроля.
— Газобаллонное оборудование с соединительным шлангом.
— Сварочную горелку с комбинированным многофункциональным рукавом.
— Механизм автоматической подачи сварочной проволоки из катушки. Причем, этот механизм может быть как встроенным, так и размещенным отдельно.
Большинство сварочных полуавтоматов имеют возможность работы и в обычном ММА-режиме.
Оборудование, после освоения навыков работы в этой технологии, очень удобно в эксплуатации. И многие мастера, в том числе кустари-надомники, предпочитает именно такую технологию, несмотря на необходимость дополнительной «возни» с газовыми баллонами. Без аппаратов такой сварки в настоящее время не обходится ни одна авторемонтная мастерская.
Итак, было рассмотрено широкое разнообразие сварочных аппаратов, которые могут подойти для домашней мастерской. По приведенной информации можно сделать закономерный вывод, что совсем начинающему сварщику лучше всего для старта приобрести недорогой инвертор ММА. Именно инвертор, так как с ним процесс обучения пойдет веселее, результаты быстрее начнут радовать, а стоимость современных инверторов — уже вполне сравнима с ценой простейших трансформаторов.
У многих домашних мастеров, испытавших радость успешных самостоятельных работ, сварка нередко переходит из необходимости в разряд хобби или даже источника дополнительного заработка. Вот тогда уже будет со временем целесообразно задуматься о приобретении более технологичного оборудования – аппарата для аргонно-дуговой сварки или добротного полуавтомата МIG/MAG.